实验一 车刀角度的测量
一、实验目的
1、加深对课堂讲授内容的理解,帮助掌握车刀切削部分的基本概念和基本定义,了解刀具切削部分的结构、刀具切削角度的参考平面、刀具标注角度的参考系、刀具的标准角度。
2、了解车刀量角台的结构和使用方法,学会用车刀量角台测量车刀的角度。
二、实验要求及学时
本实验为3学时,要求通过本实验进一步掌握车刀几何角度的概念;正确测量刀具几何角度并画出所测车刀几何角度的简图。
三、实验原理、方法及步骤
1、利用车刀量角台测量外圆车刀的、kr、kr´、λs、γ0、a0
2、把上面测得的角度分别填入表1中,并根据以上所测得的角度数值计算出派生角,楔角β0、刀尖角εr也填入表1中。
 3、车刀量角台的结构和使用:车刀量角台如图1所示:它是综合了其他量角台的优点,不仅能测量主截面内的角度而且也能测量出法截面内的角度。
3、车刀量角台的结构和使用:车刀量角台如图1所示:它是综合了其他量角台的优点,不仅能测量主截面内的角度而且也能测量出法截面内的角度。
4、测量外圆车刀的几何角度
(1)使用车刀量角台测量车刀角度之前,须将所有的指针示为零,称此为车刀量角台的原始位置。把刀具放在测量台上,使车刀贴紧定位块、刀尖贴紧大指针片的大面。此时大指针片的底面与基面平行,刀杆的轴线与大指针片的大面垂直,如图2。
(2)在基面内测量主偏角kr、副偏角kr′。旋转测量台,使主切削刃与大指针片的大面贴合(见图3),根据主偏角定义,即可直接在测量座上读出主偏角的数值kr。同理,旋转测量台,使副切削刃与大指针的大面贴合,即可直接在底座上读出副偏角kr′

(3)在切削平面内测量刃倾角λS。旋转测量台,使主切削刃与大指针片的大面贴合,此时,大指针片与车刀的切削平面重合,再根据刃倾角的定义,使大指针片的底面与主切削刃贴合(见图4),即可在大刻度板上读出刃倾角λS的数值(注意正负)。
(4)在正交平面内测量外圆车刀的前角γ0和后角α0。将测量台从原始位置逆时针旋转
(90°-kr),此时,大指针片所在的平面即为车刀主切削刃上的正交平面。根据前角的定义,调节大螺母,使大指针片的底面与前刀面贴合(见图5)即可在大刻度盘上读出前角γ0的数值。测量后角时,量角台处于上述同一位置,根据后角的定义,调节大螺母,使大指针片侧面与后刀面贴合(见图6),即可在大刻度盘上读出后角α0的数值。


四、实验主要设备及材料
1、车刀量角台。
2、外圆车刀
五、分析整理实验数据,写出实验报告
将测得数据分别填入表1中。
表1 外圆车刀角度数值:
角 度 名 称 | 前 角 | 后 角 | 主 偏 角 | 副 偏 角 | 刃 倾 角 | 楔 角 | 刀 尖 角 |
| 角度 代号 | γ0 | ,α0 | kr | kr, | λ | β0 | εr |
| 角 度 数 值 | | | | | | | |
实验二 切削力的测量
一、实验目的要求
1. 了解切削测力仪的工作原理、测力方法和实验系统;
2. 掌握背吃刀量 进给量
进给量 和切削速度
和切削速度 对切削力的影响规律,通过实验求取切削力实验公式;
对切削力的影响规律,通过实验求取切削力实验公式;
3. 了解三向切削测力仪软、硬件系统构成,了解现代化的计算机辅助的实验系统。
二、实验原理及系统简介
 三向切削力的检测原理,是使用三向车削测力传感器检测三向应变,三向应变作为模拟信号,输出到切削力实验仪器内进行高倍率放大,再经A/D板又一次放大之后,转换为数字量送入计算机的(图1)。测力仪系统首先应该通过三向电校准,以确定各通道的增益倍数。然后,再通过机械校准,确定测力传感器某一方向加载力值与三个测力方向响应的线性关系。经过这两次校准,形成一个稳定的检测系统之后,才能进行切削力实验。
三向切削力的检测原理,是使用三向车削测力传感器检测三向应变,三向应变作为模拟信号,输出到切削力实验仪器内进行高倍率放大,再经A/D板又一次放大之后,转换为数字量送入计算机的(图1)。测力仪系统首先应该通过三向电校准,以确定各通道的增益倍数。然后,再通过机械校准,确定测力传感器某一方向加载力值与三个测力方向响应的线性关系。经过这两次校准,形成一个稳定的检测系统之后,才能进行切削力实验。
三、实验仪器及设备
1.CD6140车床
2.三向切削测力仪(由以下主要器件组成)
(1)应变式三向车削测力传感器
(2)高精度线性放大仪
(3)8通道12位A/D板;
(4)计算机及其显示器、键盘、鼠标等外设;
3.工件
四、实验步骤
1.在机床上安装好测力仪及工件,启动切削力实验向导程序(图2);
2.三向测力仪三通道零位调整。旋转位于实验仪器面板上的三个零位旋钮进行调整,使三个零位均调整到50N左右;
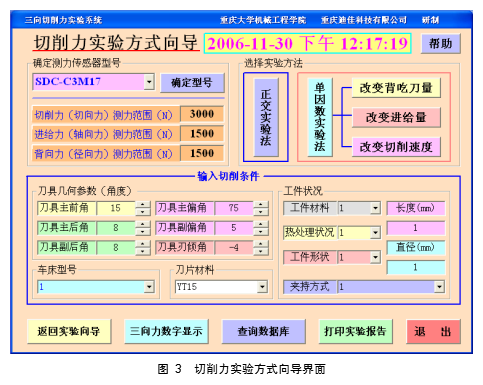
3.单因素实验法测量切削力。在切削力实验向导界面(图2)内,点击[切削力实验方式向导]软按钮,调出切削力实验方式向导界面(如图3)
4.改变背吃刀量单因素切削力实验。点选切削力实验方式向导界面的“改变背吃刀量”软按钮,进入图4界面,输入相关实验条件,在切削速度为400r/min,进给量为0.2mm/r的条件下,改变背吃刀量(2.5mm、2.0mm、1.5mm、1.0mm)分别进行切削力的数据采集,利用程序求出单因素实验asp-Fc 、asp-Ff 、asp-Fsp关系实验公式,做好记载,并保存单因素实验公式。

5.改变进给量单因素切削力实验。点选切削力实验方式向导界面的“改变进给量”软按钮,进入相应界面,输入相关实验条件,在切削速度为400r/min,背吃刀量为2mm条件下,改变进给量(取值0.1mm/转、0.15mm/转、0.2 mm/转、0.25 mm/转),分别进行切削力的数据采集,当采集完数据后,按下[求单因素实验式]软按钮,程序将按现有的几个实验点数据进行拟合,建立f-Fc 、f-Ff 、f-Fsp关系实验公式,画f-Fc 、f-Ff 、f-Fsp拟合曲线图;
按下[保存单因素实验式]软按钮,将已经获得的改变进给量单因素实验公式中的系数和指数写入数据库保存;
6.改变切削速度单因素切削力实验。点选切削力实验方式向导界面的“改变切削速度”软按钮,进入相应界面,输入相关实验条件,在进给量为0.2mm/ r,背吃刀量为2mm一定的条件下,改变切削速度(取值250-400r/min),分别进行切削力的数据采集,当采集完数据后,按下[求单因素实验式]软按钮,程序将按现有的几个实验点数据进行拟合,建立vc-Fc 、vc-Ff 、vc-Fsp关系实验公式,画vc-Fc 、vc-Ff 、vc-Fsp拟合曲线图;按下[保存单因素实验式]软按钮,将已经获得的改变切削速度单因素实验公式中的系数和指数写入数据库保存;
7.建立单因素实验综合公式。在背吃刀量、进给量和切削速度三个单因素切削力实验都完成的基础上,就可以点击 [ 求单因素综合公式 ] 软按钮,调用求取切削力单因素综合实验公式程序运行(图5),并保存,
五、实验结果分析
根据实验得到的切削力单因素实验公式及单因素实验综合公式,总结一下切削用量三要素对切削力的影响规律。
